In recent years, with the continuous development of science and technology, the level of technological development of various industry sectors has been a qualitative leap, both in terms of industrial structure, or industrial technology operation implementation, etc., are gradually from the traditional mode to the automation level of a higher level of mode direction. In this development process, the improvement and application of automation technology greatly improves the quality and efficiency of industrial production, to ensure that the degree of standardization of industrial products qualified. It can be seen that the importance of improving the level of automation of industrial production is the new trend of the future development of industrial production, but also to promote the rapid realization of China’s modernization of industrial production is an important way.
Automation technology plays a key role in enhancing the efficiency of industrial production resource utilization through accurate production process detection and intelligent management capabilities [1]. Automation technology can monitor energy consumption, raw material use, and equipment efficiency in the production process in real time, and reduce the excessive use of raw materials and waste generation by optimizing the production process, and improve the utilization of raw materials [2-4]. Automation technology can also predict equipment failure, maintenance needs, through preventive maintenance to reduce equipment downtime, improve the efficiency of equipment use and the overall operating efficiency of the production line [5-7]. The application of automation technology makes the resource allocation and scheduling in the production process more scientific and reasonable, can quickly respond to market changes, and effectively support customized and flexible industrial production [8,9]. The ability to improve the efficiency of resource utilization can enhance the market competitiveness of industrial enterprises, and also provides the possibility for industrial production to develop in the direction of greener, smarter and more efficient.
Resource scheduling systems in automated industrial production are able to achieve dynamic optimization and efficient management of the production process by collecting data from the production line in real time. Literature [10] proposes a two-phase access control and resource allocation algorithm for industrial production automation, firstly using contractual incentives to reduce the communication delays between machines, and secondly using an online resource allocation method to optimize the selection of communication channels. Literature [11] determines resource allocation as the minimization of additional delay for cascaded communication systems, and optimizes the resource allocation of individual sub-networks on the basis of analyzing the data allocation scheme and transmission characteristics of wired and wireless communication networks to achieve the reliability and flexibility of resource allocation for industrial production. Literature [12] developed a large-scale manufacturing system based on big data technology and machine learning algorithms to process real-time information flow, which is processed and integrated by means of data aggregation, machine learning, and intelligent decision-making to achieve resource reallocation and energy data detection in order to accurately predict the pattern of energy consumption in the production process. Literature [13] points out that virtualization technology in the field of industrial automation can manage different applications and their operating systems on the same hardware, incorporating dynamic policies to optimize the allocation of resources between applications in order to enhance the utilization of hardware resources and the dynamic production requirements of automation systems. Literature [14] investigates supervisory control strategies for automated manufacturing systems from the perspective of resource allocation management and control, suspending the system by setting a maximum of one fault-prone resource for each part type in the production route to avoid the propagation of faults due to blocking. Literature [15] in order to achieve ultra-reliable and low-latency communication for factory automation systems, establishes clusters of mobile robots for reliable communication efficiency, transmits its payload to the cluster head node and subsequently broadcasts it to the cluster member nodes via the cluster head node, and develops the optimal allocation of resources using multi-intelligence reinforcement learning under this strategy.
Real-time monitoring of industrial production processes using automation technology can provide data support for automatic adjustment of production parameters to optimize the production process. Literature [16] constructs a Bayesian filter-based mechanical prediction model for high-quality steel plate production, which iteratively fuses expert knowledge with real-time information about the hot rolling process carried out in the plant to realize the assessment and prediction of the mechanical wear and tear process. Literature [17] investigates the fault detection and control methods of industrial production equipment and proposes an adaptive ARIMA model to realize the adaptive prediction of errors in important characteristic parameters in the machine, which reduces the downtime of industrial production in order to improve the production efficiency through the prediction of and its future failures. Literature [18] utilizes sensory data collected during industrial production and manufacturing process to predict mechanical equipment failures, and predicts the main variables that lead to automated equipment failures in the IoT environment by building a logistic regression model in a large dataset. Literature [19] investigates the application of data fusion and machine learning in automated industrial production processes and discusses relevant automation techniques to achieve fault prediction from descriptive, predictive, and prescriptive perspectives, i.e., causes of faults, time of occurrence of faults, and fault avoidance strategies. Literature [20] shows that predictive maintenance allows automatic fault detection and diagnosis based on operational and process condition data of production equipment in order to reduce downtime, improve component utilization, and increase their remaining service life, which is of great importance in smart manufacturing industrial production. Literature [21] designed a framework model for timely prediction of equipment failures by utilizing data extraction algorithms to collect a large amount of inspection data from automated equipment and perform unsupervised learning clustering, followed by training a classifier model using machine language algorithms to predict equipment failure conditions.
This paper explores the role of automation technology in the industrial production process, automation technology through the high degree of integration of the various production processes, to achieve a significant reduction in the production cycle of the factory, so as to improve production efficiency. Accordingly, PLC programming technology is proposed, starting from the structure of the PLC, clarifying the basic working principle of the PLC, and completing the formation of the programmable logic controller from the aspects of input/output processing and control, respectively. According to the production process of the product, the PLC-based production process is designed to adjust the control strategy in real time, realize the supervision of the whole production process, and ensure the efficiency and stability of the production process. Taking S company as an example, the automated production technology it has invested for the production line is empirically analyzed to verify the role of PLC automated production technology on industrial production.
Automation technology plays an important role in improving the consistency of factory production and product quality [22]. Under the traditional manual operation mode, factors such as workers’ proficiency, working condition and operating habits can lead to fluctuations in parameters during the production process, affecting the stability of product quality. However, automation equipment can accurately control each process according to the preset programs and parameters, ensuring that the production process is highly repeatable and reliable. Take injection molding as an example, automated equipment can accurately control the barrel temperature, injection speed, holding time and other key parameters, thus avoiding deviations in product size, quality, appearance and other aspects caused by human operation. At the same time, the automation system is equipped with advanced detection and feedback mechanism, which can monitor the production status in real time, and make timely adjustments once abnormalities are found to effectively prevent the generation of scrap. In the extrusion line, the automatic control system can strictly control the temperature, screw speed and other parameters to ensure the uniformity of the plastic melt, viscosity stability, product size, appearance and quality. In addition, the automation system also integrates the product detection and sorting function, the nonconforming products timely rejected, from the source to ensure the quality of the products leaving the factory. In short, automation technology to maximize the elimination of human uncertainty, improve the industrial production process of precision, standardization and intelligence level, to ensure product quality stability and consistency, help enterprises to improve market competitiveness.
Due to the traditional manual mode of operation there are many inefficiencies, such as workers need to shuttle back and forth between the various processes, manually adjust the parameters of the equipment, manual loading and unloading of semi-finished products, etc., a large number of repetitive labor caused by the waste of time and efficiency. The automated production line can seamlessly connect the various processes to achieve process continuity, improve production efficiency and shorten the production cycle. Injection molding production, for example, automation equipment can be synchronized in a number of links, without manual interruption and switching, so that the entire production process to maintain continuous and efficient operation. In addition, the automation system can also realize the intelligent queuing of production tasks, rational planning of the production order, to avoid the time wasted due to equipment waiting. The production line is also highly integrated with the originally dispersed processes through automatic loading, automatic pick-up robots, intelligent film cutting and other technologies. In addition to the production process, automation can also optimize the auxiliary processes, such as through the automatic sorting system to quickly complete the product grading and packaging, with intelligent logistics systems to achieve warehousing and distribution automation, thus further enhancing the overall production efficiency. It can be seen that automation technology in all aspects of the high degree of integration and optimization of the factory production cycle has been significantly shortened, becoming an important way to improve production efficiency.
PLC programming, or Programmable Logic Controller programming, is one of the core elements of an automated production line and undertakes the key task of controlling the production process [23]. Its basic applications cover a wide range of aspects, including input/output processing, logic control, timing/counting functions and simple data processing. Together, these functions ensure the basic operation of an automated production line, including the response to sensor signals and the control of actuators. This paper will take an in-depth look at the basic applications of PLC programming in automated production lines, emphasizing the indispensability of its high reliability and flexibility in modern industry.
One of the primary tasks of PLC programming is to process inputs and outputs. In an automated production line, various sensors and switching devices transmit information to the PLC via input signals.PLC programming is responsible for monitoring these input signals and reacting accordingly based on predefined logical conditions. For example, when a temperature sensor detects overheating, the PLC can trigger an emergency shutdown program to prevent equipment overheating or fire. In addition, the PLC can control output signals such as starting motors, opening valves or triggering alarms.
Logic control is at the heart of PLC programming.The PLC programming flowchart is shown in Figure 1.PLCs use logic instructions to determine what action to take in different situations. These logic instructions include logical operations such as and, or, and not, as well as conditional statements (such as if-else statements). With these instructions, the PLC can implement complex control logic to ensure the smooth operation of the production line. For example, when the number of products on a production line reaches a certain threshold, the PLC can automatically stop production to avoid overproduction.

In short, the basic applications of PLC programming in automated production lines cover input/output processing, logic control, timing/counting functions and simple data processing. These make PLC programming an indispensable part of modern industry, ensuring the stable operation of production lines, improving productivity, and providing data to support decision-making and optimization.The professionalism and rigor of PLC programming ensures the reliability and safety of automated production lines, making it one of the key technologies in the field of automated manufacturing.
Figure 2 shows the basic structure of PLC. PLC, as a computer control system specially designed for industrial automation control, is mainly composed of the following basic parts. Central Processing Unit (CPU): responsible for executing the PLC program, performing logical operations and decision-making, and controlling the data exchange of the input and output modules. Input interface: Used to collect external signals, such as switch status, sensor measurement values, etc., and convert them into digital signals for CPU processing. Output Interface: Used to control external devices or actuators and convert the digital signals processed by the CPU into corresponding current, voltage or signal output. Memory: Used to store PLC programs, data and temporary variables, including read-only memory (ROM) and random memory (RAM). Programming equipment: used to write, modify and download PLC programs, usually using special programming software or programmer to operate. It is based on electronic components and programming logic that enables monitoring and control of machine equipment, production lines or plant operations.
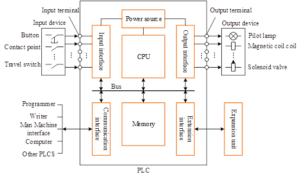
The working process of PLC mainly covers the following steps: First, input signal acquisition, PLC connects sensors, switches and other input devices through input modules to acquire various signals in real time, for example, temperature, pressure, position and so on. Second, logic processing, PLC’s central processor according to the preset programming logic and conditions, the input signal logic processing and judgment, to generate the corresponding output signal. Third, output control, PLC connects actuators, solenoid valves and other output devices through output modules to control the output of current, voltage or signals to realize the control of machines and equipment or production processes. Fourthly, cyclic scanning, PLC carries out cyclic scanning at fixed time intervals, constantly updating input signals, executing logic processing and output control to ensure real-time and stability.
At this stage, process flow diagramming is required to clearly depict the various steps, equipment and material flows in the production process. Process flow diagrams visualize the entire production process and help engineers and managers better understand the workflow and interactions. A process flow diagram should include all major components, equipment, sensors and control points on the production line. By properly mapping the process, it helps to determine the overall structure of the process, including inputs, processing and outputs, thus providing a basis for further analysis and optimization. In addition, a process flow diagram helps to identify possible bottlenecks, redundancies or waste, as well as potential opportunities for optimization. By carefully analyzing the process flow diagram, it is possible to determine which steps or pieces of equipment play a key role in product quality, productivity or cost control during the manufacturing process. Once these nodes are identified, targeted actions such as improving control strategies, enhancing equipment performance or optimizing resource allocation can be taken to maximize the efficiency and quality of the production process.
In industrial automation, real-time monitoring and adjustment of control strategies is a key step in ensuring the smooth operation of production processes. This process involves continuous monitoring of the control system and making the necessary adjustments based on the monitoring results to accommodate changes and fluctuations in the production environment. Real-time monitoring involves the continuous monitoring of input signals, output signals and control parameters to ensure that they are within set limits. Through monitoring, engineers can identify potential problems, such as sensor failures, equipment malfunctions or abnormal operation, and take quick action to solve the problem, reducing downtime and production interruptions. Real-time monitoring also includes performance evaluation, by analyzing the control system’s response time, stability and error indicators, engineers can determine whether the control system meets the expected performance requirements. If the performance is not up to standard, it is necessary to make adjustments to the control parameters to improve the responsiveness and stability of the system. Such adjustments can be made manually or through automated algorithms and optimization tools, such as adaptive control algorithms [24]. Real-time monitoring and adjustment ensures continuous optimization of the control strategy and helps to maintain the efficiency, stability and quality of the production process.
Established in September 2013, Chengdu S Corporation has 11 functional departments and about 700 employees, which is a developing medium-sized foreign enterprise. The company’s organizational structure is the general manager responsibility system, the general manager is responsible for the company’s daily operation and management, each department’s function allocation assessment and resource coordination.
As printed circuit board manufacturing has relatively wide and mature applications in electronic manufacturing factories, the production process and equipment have a series of standardized processes and equipment, and the production efficiency is relatively stable.The production operation flow of S Company is as follows:
Pre-assembly: Different types and sizes of printed circuit boards are divided into small boards by the dividing equipment, and assembled with various accessories such as the shells, front and rear baffles, dust covers, etc. of the product modules.
Laser marking: the pre-assembled products enter the laser engraving equipment, according to the pre-set laser engraving template, the high-energy laser beam on the surface of the shell laser engraved product name, model, specifications, origin and other relevant information, laser engraving is completed immediately after the end of the visual inspection system for defect detection.
Performance test: Marking qualified products into the performance test equipment, according to the different models of products may be high-voltage test, function test, cold end test and aging test process to ensure that the product’s electrical parameters in line with shipping standards.
Packaging: The products through the first three stations already represent the products that can be delivered to customers, and will finally be packaged in the packaging station. Product modules will be in the carton molding station, together with the printed certificate of conformity, manuals and other accessories are loaded into a single box, and sequentially into the transport material box, waiting for shipment.
The stations are usually connected in series by belt tracks, and semi-finished products are carried by conveyor trolleys, which end the processing at the previous station and then flow down the track to the next station. Before entering each station, there will be a radio frequency reader to read the information in the memory on the conveyor cart to ensure that the process flow corresponding to each semi-finished product module will not be misplaced during the mixed line production. The equipment in each process station is customized non-standard automation equipment according to each product series, the function is similar but the operation mode and operation mode are still different, and the daily maintenance items and methods are also different.
From the point of view of the equipment, under normal circumstances, the non-stop rotation of the belt line to transfer products between the different stations, running two pre-assembly station, a laser coding machine, four performance testing machines and an automatic packaging machine to meet the production. In order to cope with capacity constraints during special periods and to avoid production line stagnation caused by single machine downtime, a manual laser coding machine and a manual packaging station are also equipped. Due to the rise in production orders and the global epidemic brought about by the transfer of production, the current manual station is sometimes difficult to meet the demand for output at the same time. The material flow, overall approach, and site environment are relatively fixed. Raw materials are automatically shipped from the storage silo, and the operator only needs to place an order for the corresponding quantity of raw materials on the computer according to the product model to be produced, and the materials can be automatically transferred to the edge of the line through the slide by the mechanical equipment. The production method is almost the same for different models of products in the same PLC production line, they all need to be pre-assembled, laser coding, performance testing and packaging site, the method is fixed and more mature.
Company S has a number of production lines with different product lines, and each production line has similar personnel ratios, equipment layouts and types, and the overall macroscopic processes such as material flow, operation mode and environmental factors are fixed. The comprehensive efficiency of the equipment of one of the S1 production lines, which has been put into automated production in 2018, is selected to study the comprehensive efficiency of the equipment in a certain period of time, and its process flow contains all the process paths such as pre-assembly, laser coding, testing, packaging and material transfer.
Due to the fact that Company S has sufficient orders and most of the products will be sold to different regions at home and abroad, a three-shift rotation working mechanism is practiced for a long time to ensure the maximum runnable time of the equipment. At the same time, production has to face some regular scheduled production downtime due to internal and external factors, such as daily shift handover time, necessary changeover time of tooling and fixtures, weekly scheduled downtime for maintenance, and monthly overhaul and maintenance time for the factory and IT departments. Apart from this part of time, that is the maximum theoretical production time that the equipment can be put into operation, and due to the fixed working pattern, the time utilization rate of PLC production line of Company S will be maintained at a relatively constant value for a long time. The following is an example of S1 production line based on 30 working days per month:
Table 1 for the time utilization rate and productivity improvement comparison, S1 production line, although 30 days a month are three shifts shift, the theoretical scheduling time of 720 hours, but due to a variety of planned routine matters of delay, the theory of the actual working hours of only about 642 hours. According to the calculation law of time utilization rate, the theoretical time utilization rate of S1 production line is about 642 \(\mathrm{\div}\) 720 \(\mathrm{\times}\) 100% \(\mathrm{\approx}\) 89.167%.
Specifically, after the improvement of PLC automation technology, the labor requirement, production time, and production lead time of production efficiency have been reduced, and the values of these indexes after the improvement are 248, 276.665, and 148.558, respectively.At the same time, the value-added ratio and the monthly output per capita have been improved.
| Time utilization | ||
| Computational term | Computational process | Length statistics (hours) |
| General working time | 24\(\mathrm{\times}\)30 | 720 |
| Calculated week maintenance hours | 2\(\mathrm{\times}\)4 | 8 |
| Day shift | 0.6\(\mathrm{\times}\)3\(\mathrm{\times}\)30 | 54 |
| It monthly maintenance hours | 1.5\(\mathrm{\times}\)8 | 12 |
| The factory month of the repairman and his | 1\(\mathrm{\times}\)4 | 4 |
| Theoretical actual time | 720-8-54-12-4 | 642 |
| Productivity improvement | ||
| project | Advance | After improvement |
| Human needs (human) | 385 | 248 |
| Production time (second) | 312.482 | 276.665 |
| Production pretime (points) | 278 | 148.558 |
| Value-added ratio | 1.27% | 3.29% |
| Per person per month (/ month) | 2263 | 3496 |
Equipment that is scheduled to be run by a production operator for a period of time often still loses capacity due to a variety of unplanned downtime, the value of which will be directly reflected in the performance rate indicator of the overall efficiency of the equipment. For example, the production line process path of an equipment failure downtime brought about by production stagnation, planned weekly maintenance time exceeds the expected implementation time, due to the operator in the normal operation of the process of inappropriate action caused by the equipment downtime and so on.
In the industrial sector, the measure of production efficiency KPI indicators for SPH (punches per hour), EE (equipment availability), equipment downtime, mold downtime, etc. The relevant planning formula is:
SPH = (Total Punch Hour / Planned Work Time).
EE = (planned working time – production downtime – equipment downtime – mold downtime – internal mold change time) / planned working time, the
Equipment downtime rate = equipment downtime/scheduled working time, and
Mold downtime rate = mold downtime/planned working hours.
Figure 3 shows the analysis of equipment productivity of Company S in 2018, and Figure 3(a)-(d) are SPH, EE, equipment downtime rate, and mold downtime rate, respectively. In Figure 3(a), after investigation, it can be seen that the average SPH was 446.362 in 2017, and in 2018, after the deep integration of automation technology, the SPH has continued to achieve new heights, with an average SPH of 483.50983, an increase of 8.322% year-on-year, and at the highest value of 508.155.
The average EE was 76.663% in 2017, and as can be seen in Figure 3(b), EE has continued to achieve new heights in 2018 after deep integration of automation technology, with an average EE of 82.2015%.
The average equipment downtime rate was 9.425% in 2017, and in Figure 3(c), after the deep integration of automation technology in 2018, the equipment downtime rate has been decreasing, and the average equipment downtime rate is 5.3795%, which is a year-on-year decrease of 42.923%, and the lowest value is only 2.982%.
As can be seen in Figure 3(d), after the deep integration of automation technology in 2018, the mold downtime rate has been continuously reduced, with an average mold downtime rate of 2.25292%, and only 1.399% at the lowest value.
In summary, the actual performance of the production indicators can be seen, based on the S company with PLC technology for the deep integration of industrial production, can effectively reduce the equipment downtime rate, with differentiated mold maintenance methods to change “passive maintenance” to “active protection”, can reduce the mold downtime rate. Mold downtime rate. Through the series, process-oriented solutions, to achieve the improvement of production efficiency, proving the practicality and accuracy of PLC technology in the industrial production process.
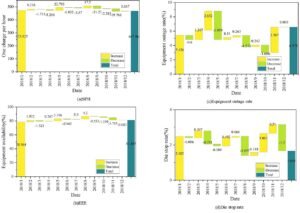
Table 2 shows the production line defective statistics, according to the data analysis, S1 production line using automation technology to produce products, the primary pass rate is maintained between 98% and 99.5%, the comprehensive product qualification rate is 99.08%.
| 10.8 | 10.9 | 10.11 | 10.12 | 10.16 | 10.17 | 10.27 | 10.28 | 10.29 | 10.30 | Tot | |
| Yield | 700 | 800 | 1000 | 950 | 740 | 570 | 920 | 560 | 1080 | 1034 | 8354 |
| Poor sound | 2 | 0 | 2 | 2 | 1 | 2 | 2 | 3 | 3 | 3 | 20 |
| Hand feeling | 1 | 2 | 0 | 2 | 2 | 0 | 4 | 2 | 1 | 3 | 17 |
| Broken line | 0 | 3 | 4 | 5 | 1 | 1 | 1 | 0 | 4 | 0 | 19 |
| Appearance | 4 | 2 | 1 | 0 | 0 | 2 | 3 | 1 | 0 | 2 | 15 |
| Pressure resistance | 0 | 0 | 0 | 0 | 2 | 1 | 2 | 0 | 0 | 1 | 6 |
| Total | 7 | 7 | 7 | 9 | 6 | 6 | 12 | 6 | 8 | 9 | 77 |
| Bad rate | 1.00% | 0.88% | 0.70% | 0.95% | 0.81% | 1.05% | 1.30% | 1.07% | 0.74% | 0.87% | 0.92% |
| Direct rate | 99.00% | 99.13% | 99.30% | 99.05% | 99.19% | 98.95% | 98.70% | 98.93% | 99.26% | 99.13% | 99.08% |
The production line studied in this paper is the rack and pinion hydraulic power steering assembly line of Company S. The assembly line is a U-shaped production line, and the difference between the U-shaped automated production line and the traditional production line is that the operators of the former work in the line, and one operator may operate several processes. The line studied in this paper has a total of nine operators, the study of the balance of the production line is actually the study of the balance of the cycle time of each operator.
The cycle time of the operators is the basis of accounting for the balance rate of the line. The operation time measurement is based on the stopwatch continuous time measurement method, and the operation time of 10 consecutive cycles of operators is measured, and the measured results are shown in Figure 4, Figure 4(a) shows the cycle operation time before improvement, and the numbers in the figure represent the work of workers in the production line. It can be seen that H worker’s cycle operation time of 165s before automation improvement of the production line is the bottleneck beat of the production line, i.e., production line \(CT\).
After 6 months of improvement and operation, the production line with the same type of product operating time is re-measured to establish the cycle of operation time after improvement as shown in Figure 4(b), it can be seen that after the improvement of production line \(CT\) is 97s, the improvement effect is more obvious.

This paper takes the production cycle of S company’s products as the research object, puts forward the optimization plan for the production process of the products, and finally shortens the production cycle of the products, Figure 5 shows the comparison of the production cycle before and after each process. From the figure, it can be learned that the production cycle of each process has been shortened accordingly, especially the laser coding and transportation processes, the production cycle was shortened by 5.902 and 4.67 respectively.This research realizes the shortening of the production cycle of the product, but compared with the level of peer enterprises still seems to be longer, and it is still necessary to continue to take other methods to shorten the production cycle of the product, so that it can meet customer demand with a shorter production cycle, improve customer satisfaction, and improve customer satisfaction, and reduce the production cycle of the product. Meet customer demand, improve customer satisfaction, stabilize customer orders, and lay a good foundation for the company’s next expansion of production volume.

Figure 6 shows the monthly product delivery on time ranking graph, from the following ranking graph, it is seen that the on time delivery of the products of company S has been improved significantly after the adoption of automated industrial production in the year 2018, the monthly average delivery of the products was 91.06225% in the year 2017, and after the use of the automated industrial production, the monthly average delivery of the products on time has been improved to 98.18383% in the year 2018,. The year-on-year growth during 2017-2018 was 7.82056%.

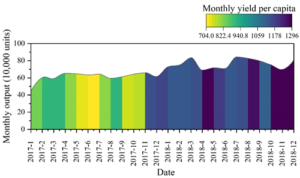
Figure 7 shows the statistics of per capita productivity, which contains the number of total monthly output and monthly per capita output rate.In 2017, S Company did not put in automated production technology, at this time, the average value of monthly per capita productivity of S Company was 612,725,000 units.In 2018, after S Company put in the automated industrial production line, the average value of monthly per capita productivity of S Company was 760,017,000 units. Meanwhile, it has also improved in terms of monthly per capita output rate, which was above 1,100 in all the months of 2018.
This paper summarizes the role of automation technology in the industrial production process, and improves the manufacturing production efficiency through the deep integration of automation technology in all aspects of the production process. It discusses the application of PLC programming technology in automated production lines, analyzes and designs a PLC-based industrial production process, and empirically analyzes its impact on manufacturing efficiency.
According to the law of time utilization calculation, the theoretical time utilization of S1 production line put into automated production is about 89.167% at the maximum, and the manpower requirement, production time, and production lead time of the production efficiency are reduced, and the improved indexes are 248, 276.665, and 148.558 respectively. The equipment downtime rate is reduced from 9.425% to 5.3795%, and only 2.982% at the lowest value. After the S1 production line utilizes automation technology, the one-time qualified rate of the product is kept between 98% and 99.5%, and the comprehensive and product qualified rate is 99.08%.
The cycle time of the test workers before the automation of the production line is 165s, and after the improvement of the production line is 97s, the improvement effect is more obvious. In the production process of the product, the cycle time of the laser coding and transportation processes can be shortened, respectively, by 5.902 and 4.67.
In the analysis of operational failure, after the input of automation technology, the monthly average delivery on time rate of S Company was improved to 98.18383% in 2018, which increased by 7.82056% year-on-year compared with 2017.The monthly per capita output rate in 2018 was above 1100, and the per capita productivity was 763,017,000 units.
It can be seen that after the deep integration of automation technology to the production line, S Company has significant improvement effects in terms of comprehensive efficiency, production process, and operational effectiveness, and manufacturing efficiency has been enhanced.