TKY-joints tubes steel structure is the most common welded structure applied in offshore oil and gas platforms, offshore wind power platforms and offshore new energy platforms, which constitutes the platform conduit rack of space truss structure through coherent welding [1]. Large-scale TKY-joints tubes grouping equipment is the driving positioning equipment for large-diameter TKY-joints tubes auto welding equipment, which can batch and flexibly realise the positioning welding of steel structures with different node characteristics with a main pipe diameter of more than 2m. Its positioning quality determines the welding precision of the branch pipe, which directly affects the safety of platform use [2,3].
There are many mechanical property analyses of TKY tubular joint steel structures based on finite element simulation, which can reliably predict the bearing capacity , failure mode, and fatigue life of the joint [4,5]. Grouping accuracy of TKY tubular joint steel structures with a main pipe diameter of more than 2m requires a high degree of positioning accuracy, and there are fewer related finite element analyses (FEA) [6].
Transient dynamics is used to determine the time-dependent displacements, strains and stresses of a structure subjected to random combinations of stable load, transient load and harmonic load [7,8]. The use of ANSYS Transient Structural module can effectively achieve the grouping rotating positioning process at various moments of the rotation angle, rotation distance, rubber wheel elastic deformation and other parameters of the extraction. And provide theoretical guidance parameters for positioning correction.
Figure 1 is a schematic diagram of large-scale TKY-joints tubes grouping equipment and weldments. Grouping equipment of four sets of polyurethane rubber wheels by directional rotation to adjust the grouping main pipe angle, the grouping of two groups of branch pipes with an angle difference of 90 degree is carried out. Frictional contact between the rubber wheel of the machine and the main pipe of the weldment.Eccentricity of weldment, sliding friction, etc. can lead to an insufficient actual rotation angle of the main pipe, thus affecting the subsequent positioning grouping accuracy.
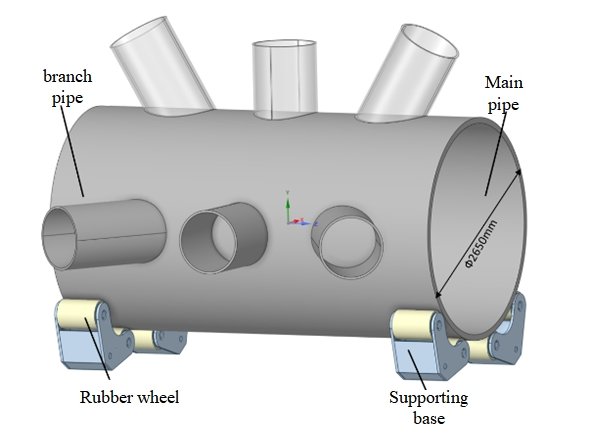

As shown in Figure 1, grouping equipment retained only four sets of positioning rubber wheels and their support base. The weldments are selected from three typical TKY-joints tubes node weldment structures in the actual welding, Figure 2 shows the characteristics of the grouping nodes. Table 1 shows the main geometrical parameters of the three FEA models. Table 2 shows the characteristic parameters of the weldments for the FEA conditions. In the simulation process, the weld margin height of the main pipe weldment is not considered in the model [9].
| Model Name | Outer Diameter of Main pipe/mm | Types of Nodes for Branch pipes |
| JA01 | 2650 | KT |
| JA02 | 2020 | TY |
| JA03 | 2020 | KT |
| Parameter Name | Working condition 1 | Working condition 2 | Working condition 3 |
| Branch characteristics | No branch pipe | Single set of branch pipe | Single set of branch pipe |
| Length of Straight Section of Branch pipe | / | 820mm | 970mm |
| The Rotation Angle of Main pipe | 45 | 90 | 90 |
The weldment material is general-purpose steel (Young’s modulus 2.0e5MPa, Poisson’s ratio 0.3, density 7.85e-9t/mm3), and the rubber wheel is polyurethane (Young’s modulus 1100MPa, Poisson’s ratio 0.42, density 9.5e-10t/mm3) [10].
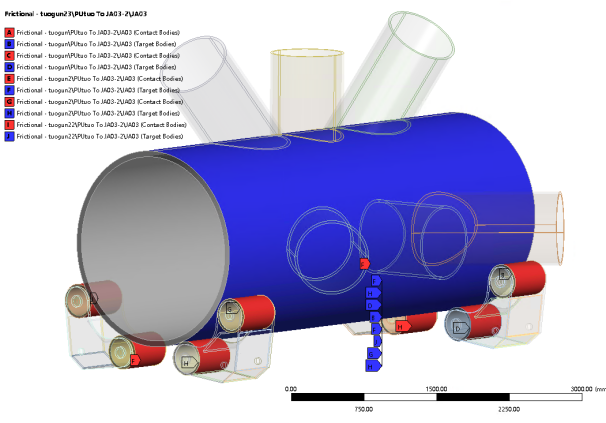
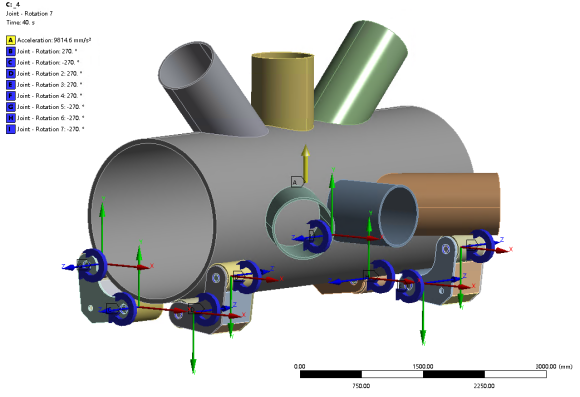
Figures 3 to 5 show the boundary conditions and load settings of the model. The rubber wheel and the body of the weldment are set in frictional contact with a friction coefficient of 0.18; the rubber wheel is hinged to the support base, and the support base is hinged to the ground. Then this paper adopts the Transient dynamics method to calculate and set the angular speed of rotation of the rubber wheel 1.5r/min in the position of the rubber wheel hinged with the base.

The rubber wheel rotates at a fixed angular speed and drives the weldment to be welded to rotate by friction.Theoretically, the Rotation deviation of the main pipe should be the same as that of the rubber wheel, but the eccentricity of the weldment, sliding friction and other reasons make the actual angle and rotation distance of the main pipe slightly smaller than the theoretical value, which is the positioning accuracy deviation [11].
In the transient dynamics finite element simulation results, the rotational deviation at each moment is characterised by the difference between the angle and distance of rotation of the rubber wheel and the angle and distance of rotation of the main pipe of the part to be welded.
Figure 6 shows a schematic diagram for the calculation of rotation deviation.When the Angle of the rubber tyre with a radius of \(r\) is \(\alpha\), the Angle of the rubber tyre with a radius of \(R\) is \(\beta\). The rotate angle \(\beta\) of the fixed point on the main pipe at moment \(t\) is obtained from the results of finite element calculations.
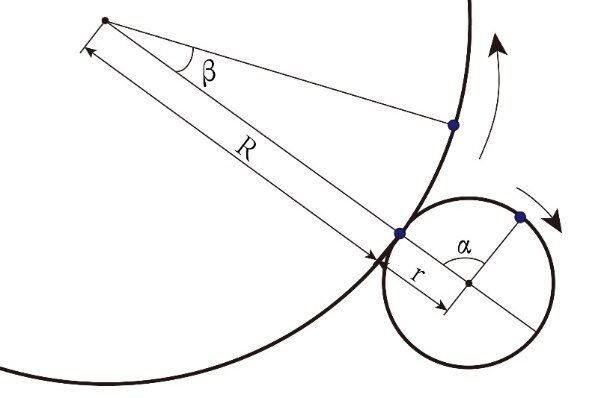
Angular deviation \(\Delta \beta\) of main pipe at time \(t\) is:
\[\label{e1} \Delta \beta=\beta_0-\beta=\omega t \frac{r}{R}-\beta. \tag{1}\]
The rotation deviation \(\Delta \mathrm{L}\) of the main pipe is:
\[\label{e2} \Delta \mathrm{L}=\mathrm{L}_0-\mathrm{L}=\omega \mathrm{rt}-\beta \mathrm{R}, \tag{2}\]
where, \(\beta_0\) is the oretical rotation angle of main pipe; \(\omega\) is angular velocity of rubber wheel; \(r\) is calculation radius of rubber wheel; \(R\) is the radius of main pipe; \(L_0\) Rubber wheel rotation distance; \(L\) is the rotation distance of main pipe.
The driving wheels are polyurethane-coated metal wheels, which are subject to small elastic deformations during the rotation of weldments with a mass of more than one tonne. For the calculation of the angular and rotation deviation, the radius r of the wheel is determined according to the elastic deformation caused by the weldment with different geometrical characteristics at different moments in time. Figure 7 shows the strain profile of the rubber wheel at a specific moment in time. The area of maximum strain is the position of contact with the weldment head [12].
The calculated radius of the rubber wheel at moment \(t\) is:
\[\label{e3} r=r_0-\varepsilon W, \tag{3}\]

where, \(r_0\) is original radius of rubber wheel; \(\varepsilon\) is the strain of the rubber wheel polyurethane layer at this time; \(W\) is rubber wheel polyurethane layer thickness.
The main pipe distance deviation reflects the degree of deviation of the branch pipe – main pipe butt position during the grouping and positioning of the TKY node. The main pipe angle deviation reflects the theoretical positioning correction angle.
Figure 8 shows the variation curve of distance deviation with the rotation angle of rubber wheel for the corresponding model of Case 1 without branch pipe. Calculation results show that there is a slight vibration of both pipe diameters of the main pipe during the start-up process, and there are distance deviations with maximum values of -0.49 mm and 0.20 mm for 2650 mm and 2020 mm pipe diameters of the weldment, respectively. Subsequently, the rotation deviation of the weldment during the motion is characterised by a slight fluctuation growth.
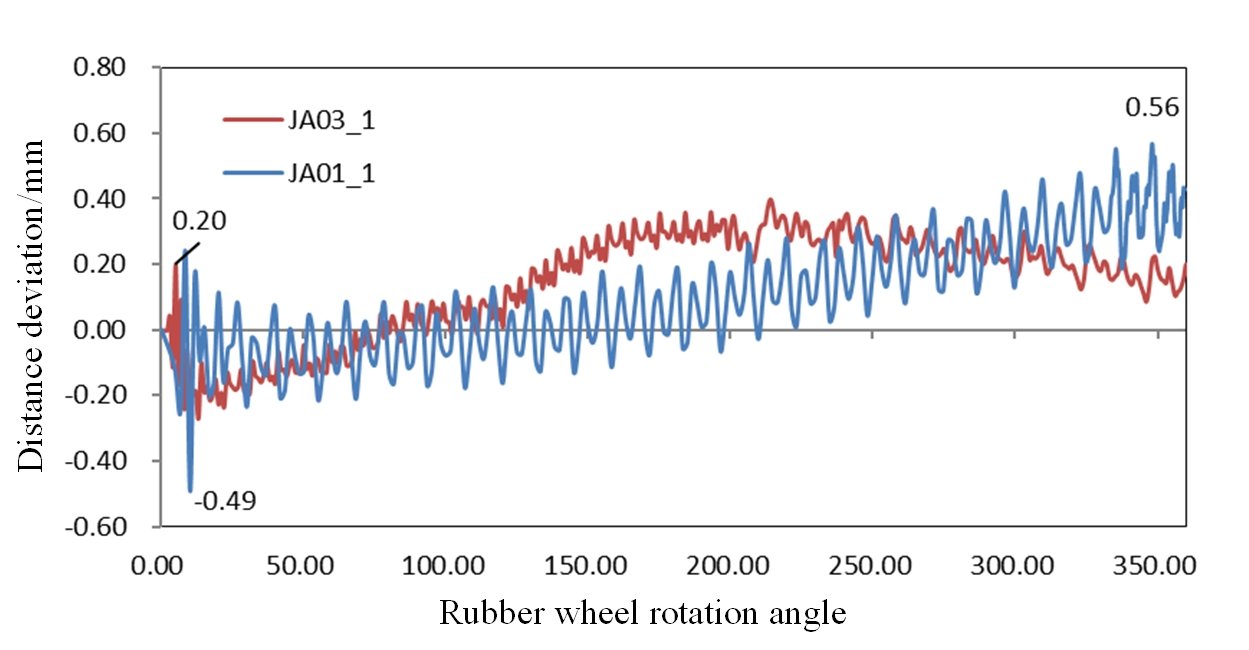
Figure 9 is the curve of the distance deviation of different branch pipe characteristic weldment models with the same main pipe diameter changing with the rotation angle of the rubber wheel.
All four curves exhibit a gradual increase in rotation deviation of the welded main tube with increasing angle of rotation of the rubber wheel. By rotating the main pipe by 90 degree, the welded first set of branch pipes is rotated from the horizontal ground position to the vertical ground position, and then the grouping of the second set of branch pipes is carried out. The grouping accuracy of the second set of branch pipes is directly controlled by the Positioning accuracy of working conditions 2 and 3. Due to the presence of the branch pipe on the weldment, the rotation deviation increases approximately linearly in the first half of the process; in the later part of the process, the slope of the rotation deviation curve decreases gradually due to the gradual reduction of the eccentricity of the weldment. Relative to working condition 2, the weldments with two pipe node characteristics. The length of the straight section of the branch pipe in the model of working condition 3 is lengthened by 150 mm, and the eccentricity is more serious and the deviation is larger [13].

The theoretical turning angle of the main pipe in working condition 1 is 45 degree, and the calculated corner deviation of the three models is less than the design error value of 0.1 degre.
Figure 10 is a comparison of the theoretical and actual turning angles of the weldments of the three types of weldment models in working conditions 2 and 3. The difference between the two working conditions of the same model is the length of the straight section of the branch pipe. As can be seen from Figure 10, the corner deviation for working condition 3 is larger than that for working condition 2 for each model.
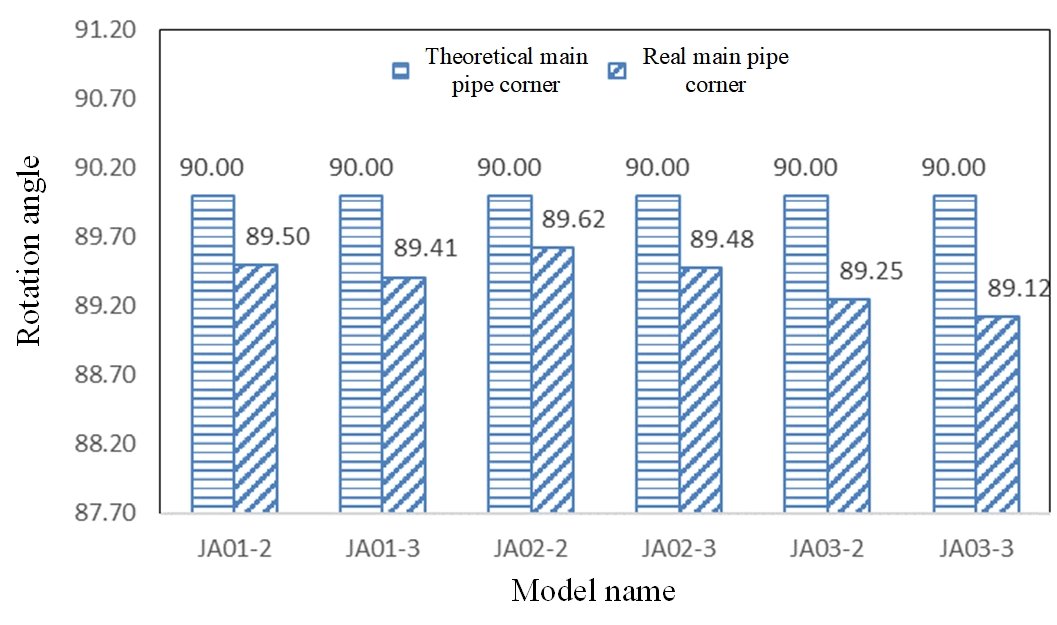
Figure 11 shows the angular deviation of the main pipe for a theoretical turn of 90 degree corresponding to the total mass of the branch pipe. The main pipe of the weldment is eccentric in the condition of a group of branches already welded. Moreover, the deviation of the main pipe angle increases approximately linearly with the total mass of the welded branch.

In each of the working conditions analysed in the previous section, there is a certain degree of positioning deviation problem. Therefore,to ensure the positioning accuracy of the actual TKY-joints tubes node coherent grouping construction,positioning correction is required.
By increasing the calculation time in the finite element model, the angle increment of the rubber wheeland the rotation time increment are obtained when the weldment director is rotated to a set angle (45 or 90), Table 3, shows the corrections to the positioning angle of the rubber wheel for each calculated working condition.
| Model Name | Working Condition 1 | Working Condition 2 | Working Condition 3 |
| JA01 | 0.06 | 3.81 | 4.52 |
| JA02 | 0.02 | 2.23 | 3.12 |
| JA03 | 0.02 | 4.49 | 5.24 |
It is concluded that there is no mass eccentricity problem in the non-branch model, and the small positioning deviation is caused by sliding friction, which has little effect on the positioning accuracy; while the branch-containing model has different degrees of mass eccentricity, which has a great influence on the positioning accuracy, and needs to be combined with the actual situation to carry out the positioning correction.
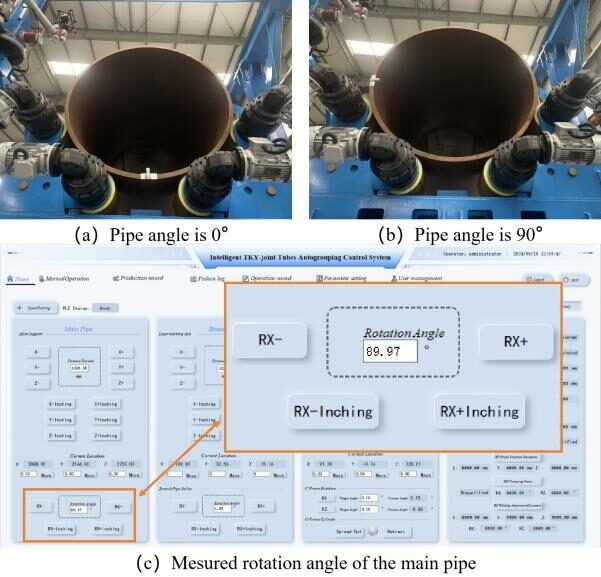
As shown in Figure 12, the JA02 main pipe was used in the experiment for working condition 1. Figure 12a shows the main pipe at a 0° posture; Figure 12b shows the main pipe at a 90° posture; Figure 12c depicts the 3D laser inner wall measurement device used for measuring the rotation angle of the main pipe; Figure 12d presents the measurement results from this device. The experimental results indicate that after a 520° rotation of the rubber wheel, the rotation angle of the main pipe was 89.97°, differing by 0.03° from the actual value. In Table 1, the compensation amount for the rotation of the rubber wheel is 0.02°, and after compensation, the measured value of the main pipe’s rotation angle reached 89.99°. These experimental results demonstrate that the compensation amount given by the finite element analysis is reasonable, and accuracy of the equipment positioning was improved after compensation.
In this paper, the positioning accuracy of Large scale TKY-joints tubes grouping equipment is analysed by means of finite element simulation, and the conclusions are as follows:
The distance deviation of main pipe and angle deviation based on Transient dynamics can effectively characterise the positioning accuracy of TKY-joints tubes grouping equipment and provide theoretical positioning correction parameters.
In the process of rotation deviation, sliding friction and mass eccentricity will lead to the positioning deviation of the weldment. While the positioning deviation caused by sliding friction is small, the positioning deviation caused by mass eccentricity is large and requires positioning correction.
The degree of mass eccentricity caused by the increase in the total mass of the branch pipe is aggravated, the main pipe rotation deviation shows an approximately linear growth characteristic with the increase in the total mass of the branch pipe, and the rotation distance deviation increases with the increase in the rotation time.